Invitation | Guangzhou Mayer Welcomes You to the 138th Canton Fair
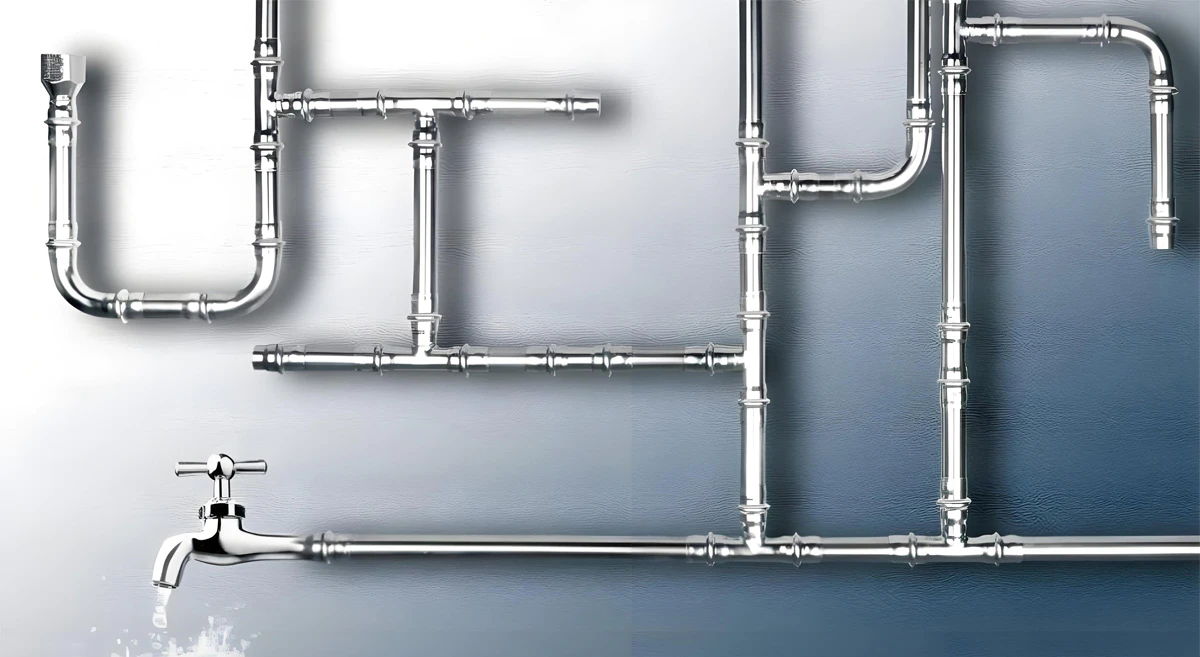
Forging method and precautions of flat welding flange
by:Mayer
2021-08-16
Flat welding flanges can be divided into swing rolling, swing swivel forging, roll forging, cross wedge rolling, ring rolling, cross rolling, etc. according to the movement mode of the forging die you like. Pendulum rolling, pendulum rotary forging and ring rolling can also be processed by precision forging. Roll forging and cross rolling can be used as pretreatment of slender materials to improve material utilization. Like free forging, rotary forging is partially formed, and has the advantage that it can be formed even if the forging force is smaller than the size of the forging. The finishing of complex forgings can be completed in one or more processes. Because there are no burrs, the forged bearing area is reduced and the required load is also reduced. This forging method causes the material to expand from close when processing the flat welded flange. Because the distance between the die surface and the free surface is different, the accuracy is difficult to guarantee. Therefore, by controlling the moving direction of the forging die and the swaging process by a computer, products with complex shapes and high precision can be produced. Realized, I can do it. Obtained with lower forging force. Manufacture of various types and large-size forgings such as steam turbine blades. The forging of flat welding flanges can be divided into free forging, upsetting, extrusion, die forging, closed die forging and closed upsetting. Generally, forging in the temperature range where there is recrystallization is called hot forging, and forging without heating at room temperature is called cold forging. When the flat welded flange is forged at low temperature, the size of the forging hardly changes. When forging below 700°C, there is almost no oxide scale formation and no surface decarburization. Sealing principle of flat welding flange: The two sealing surfaces of the bolt press on the flange gasket to form a seal, which may also cause the seal to be damaged. In order to maintain the seal, a large bolt force needs to be maintained, so bolts must be added. The large bolt should match the large nut. This means that you will need a larger diameter bolt to create conditions for tightening the nut. Precautions for flat welding flanges 1. The steel plates used to manufacture flat welding flanges are manufactured and used without delamination defects through ultrasonic inspection to identify good quality and performance problems, and are manufactured and inspected according to specific quality requirements. There is no quality problem with the steel plate. 2. The steel must be cut into strips along the rolling direction, and then bend but welded into a ring to form a circular surface on the steel. Cylinder. When manufacturing flat-welded flanges, steel plates should not be processed directly onto the necked flanges, but rather specific technologies are used to manufacture and process them.
Custom message
Related Products