Latest products
Use of Helium/ Nitrogen Gas Mixtures For The Laser
by:Mayer
2020-05-28
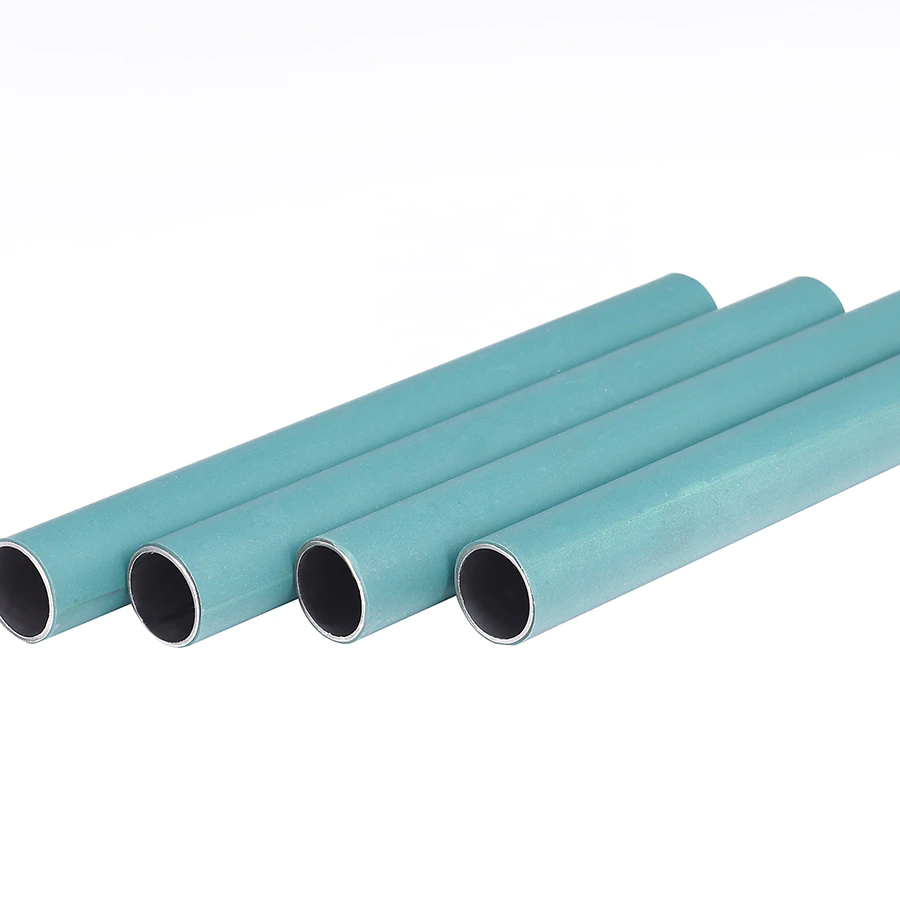
The present invention relates to the use of gas mixtures formed solely from helium arid nitrogen in a laser welding process, operating at a maximum power of 12 kW, for welding austenitic, martensitic or ferritic stainless steel pipe.
It has already been proposed to weld tubes, longitudinally or helically, using a laser beam.
In fact, laser beam welding is a very high-performance joining process as it makes it possible to obtain, at high speeds, very great penetration depths compared with other more conventional processes, such as plasma welding, MIG (Metal Inert Gas) welding or TIG (Tungsten Inert Gas) welding.
This is explained by the high power densities involved when focusing the laser beam by one or more mirrors or lenses in the joint plane of the workpieces to be welded, for example power densities that may exceed 106 W/cm2.
These high power densities cause considerable vaporization at the surface of the workpieces which, expanding to the outside, induces progressive cratering of the weld pool and results in the formation of a narrow and deep vapour capillary called a keyhole in the thickness of the plates, that is to say in the joint plane.
This capillary allows the energy of the laser beam to be directly deposited depthwise in the plate, as opposed to the more conventional welding processes in which the energy deposition is localized on the surface.
his capillary is formed from a metal vapour/metal vapour plasma mixture, the particular feature of which is that it absorbs the laser beam and therefore traps the energy within the actual capillary.
One of the problems with laser welding is the formation of a shielding gas plasma.
This is because the metal vapour plasma, by seeding the shielding gas with free electrons, may bring about the appearance of a shielding gas plasma which is prejudicial to the welding operation.
The incident laser beam may therefore be greatly disturbed by the shielding gas plasma.
The interaction of the shielding gas plasma with the laser beam may take various forms but it usually results in an effect whereby the incident laser beam is absorbed and/or diffracted and this may lead to a substantial reduction in the effective laser power density at the surface of the target, resulting in a reduction in the penetration depth, or even in a loss of coupling between the beam and the material and therefore a momentary interruption in the welding process.
Now, when welding a pipe, it is paramount for there to be total or almost total penetration of the weld in order to avoid any subsequent fracture of the pipe thus welded, during forming operations such as bending or flaring, or during its subsequent use, when the pipe is subjected to various stresses, such as thermal and/or mechanical stresses, or else when it has to be used to convey corrosive substances.
However, the problem that arises with this type of Ar/He mixture is that it is no longer suitable for higher laser power densities, since the threshold at which the shielding gas plasma is created is then exceeded, thereby preventing a full-penetration weld to be obtained when welding a stainless steel pipe.
One increasingly popular managerial tactic to improve problem-solving performance of stainless steel pipe suppliers is to increase the connectedness, or what academics call clustering, of the organization
Guangzhou Mayer Corp., Ltd attaches great importance to customers and assists them in achieving their demands.
The proprietor has many years experience in providing promotion services and is a sought after expert in stainless steel pipe suppliers.
One increasingly popular managerial tactic to improve problem-solving performance of stainless steel pipe suppliers is to increase the connectedness, or what academics call clustering, of the organization
Guangzhou Mayer Corp., Ltd attaches great importance to customers and assists them in achieving their demands.
The proprietor has many years experience in providing promotion services and is a sought after expert in stainless steel pipe suppliers.
Custom message